Explore our premium clinical hardware line designed for advanced trauma reconstruction, joint replacement systems, and specialized spinal correction solutions.

Founded in 2001, Chengdu Medev Medical Instruments Co., Ltd. spans a vast manufacturing infrastructure of 18,000 ㎡, showcasing a clean operational floor area exceeding 15,000 ㎡. Backed by a registered capital of 20 million Yuan, we have committed ourselves entirely to the specialized research, custom design, and precise manufacturing of premium orthopedic implants and instruments.
For more than two decades, we have maintained our status as a domestic pioneer and reliable global supplier of surgical orthopedic devices. By matching clinical demand with continuous mechanical innovation, we have successfully developed clinical solutions for over 1,000 clients across 120 countries. We operate under a deep conviction: "People-oriented, integrity first, continuous innovation, and the pursuit of excellence" to protect patient longevity worldwide.

How we ensure mechanical integrity, absolute bio-compatibility, and post-operative safety for every bone screw and fixation implant produced.

Our implants undergo multi-stage ultrasonic cavitation washes. Cleaned surfaces prevent microscopic residue and foreign debris, drastically minimizing post-operative infection rates and maximizing tissue bio-integration.

Every batch of titanium, steel, and bio-polymers undergoes dynamic hardness and tensile tests. We measure tensile limits, yield strengths, and elasticity profiles to simulate in-vivo biomechanical stress patterns.

Packaged in a Class 10,000 ISO cleanroom using sterile barrier pouches. Heat-sealed and checked under rigorous pressure parameters to ensure complete sterilization barrier defense from factory floor to operating theatre.
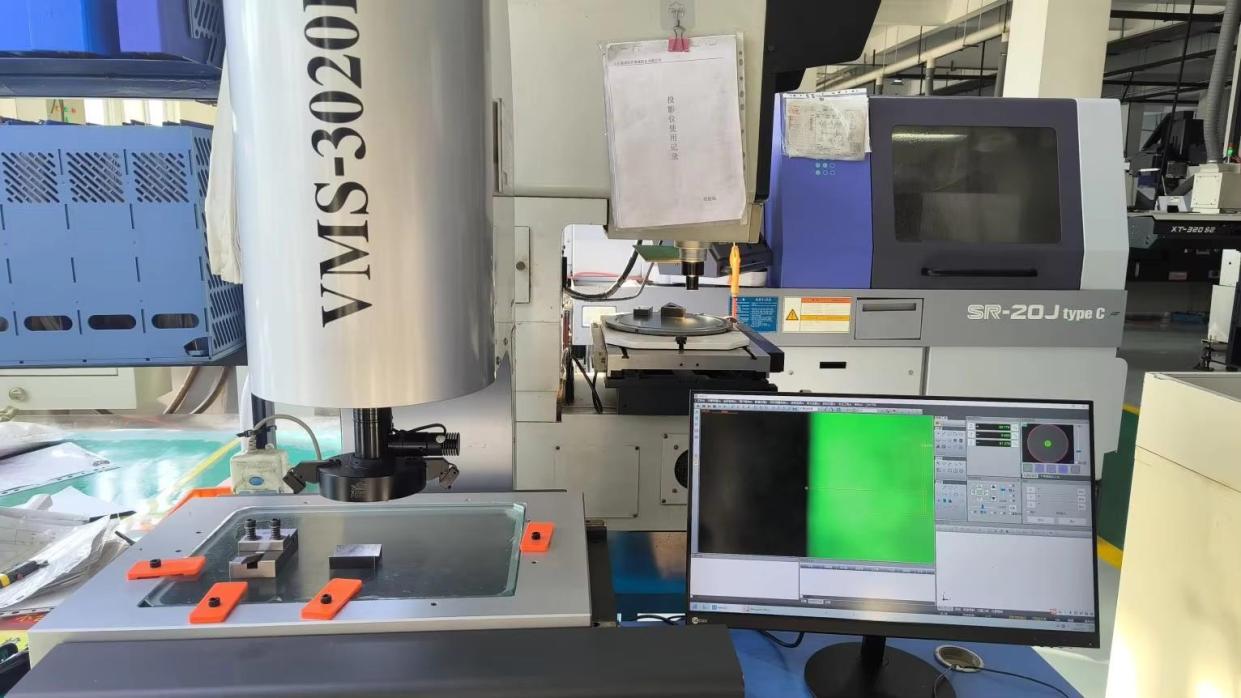
Our facility is equipped with automated multi-axis CNC machines and Swiss-type lathes capable of maintaining tight tolerances (within ± 0.005mm) for thread cuts, pitch accuracy, and complex drive patterns (such as Torx or hexagonal heads).









A comprehensive structural overview of the mechanical demands, biocompatibility profiles, manufacturing pathways, and commercial challenges for bone screw systems.
The global market for orthopedic fixation devices continues to rise, driven by aging global populations, rising traumatic traffic and athletic accidents, and expanding healthcare coverage in developing nations. Bone screws constitute the fundamental building blocks of almost all internal and external surgical stabilization strategies, including plating systems, intramedullary rods, and spinal fusion cages. According to health economists, the orthopedic fixation market is poised to maintain a robust compound annual growth rate (CAGR) exceeding 6.2% over the next decade.
Historically, orthopedic hardware supply chains were heavily consolidated in North America and Western Europe. However, major structural updates in global healthcare budgets have shifted focus toward high-quality, ISO-certified medical manufacturers in China. Chinese manufacturers have transformed from basic sub-contractors to sophisticated R&D innovators. Utilizing high-end multi-axis machining tools and partnering with specialized domestic titanium refineries, companies like Chengdu Medev now match western quality benchmarks while maintaining substantial cost advantages.
Information Gain Insight: The modern regulatory landscape (specifically the implementation of European Union Medical Device Regulation - EU MDR) has weeded out low-tier manufacturers. Today, buying from China requires auditing factories for complete trace-ability, raw material certification, and validated testing protocols (ASTM F136 & ISO 5832-3).
The performance of a bone screw is determined by the intersection of material science and geometric design. A screw must possess high fatigue resistance to survive the millions of cycles of mechanical loading in the human body before bone union is achieved, without triggering toxic immunological reactions or excessive localized bone resorption.
| Material Type | Common Standard | Tensile Strength (MPa) | Modulus of Elasticity (GPa) | Primary Clinical Indications |
|---|---|---|---|---|
| Titanium Alloy (Ti-6Al-4V ELI) | ASTM F136 / ISO 5832-3 | ≥ 860 | 110 - 114 | Trauma plating, spinal pedicle screws, joint revision. Excellent bio-compatibility and osseointegration. |
| Stainless Steel (316LVM) | ASTM F138 / ISO 5832-1 | ≥ 860 | 190 - 200 | Temporary trauma fixtures, pediatric fixation, external fixator shafts. Highly cost-effective. |
| PEEK (Polyetheretherketone) | ASTM F2026 | 90 - 120 | 3.5 - 4.0 | Suture anchors, radiolucent spinal cages, interference screws. Eliminates artifacts in MRI scans. |
| Magnesium-Based Alloys | Biodegradable Grade | 250 - 300 | 40 - 45 | Pediatric orthopedic pins, small bone fragment screws. Naturally degrades to eliminate secondary extraction surgeries. |
Thread Anatomy and Biomechanical Stability: Bone screws are engineered with cortical threads (finer pitch, lower profile for dense cortical bone) or cancellous threads (deeper, wider pitch to grip the soft, porous trabecular network). The thread configuration directly dictates the *pullout resistance* and *insertion torque*. Additionally, features such as self-tapping flutes allow surgeons to bypass pre-tapping steps, significantly decreasing overall anesthesia times for patients.
The orthopedic sector is shifting from static inert hardware to dynamic, bio-interactive implant systems. The three dominant development trajectories are:
Different clinical pathologies dictate highly specific bone screw designs. Our manufacturing floor adapts to these distinct mechanical environments:
High insertion speed, variable angle locking screws, and reliable self-drilling flutes. Essential for holding fracture reduction plates tightly against highly fragmented bones.
Polyaxial pedicle screw assemblies that lock securely at diverse insertion angles. Must withstand massive continuous cyclical stress loads of the vertebral column.
Interference screws and knot-free anchors designed in biocompatible PEEK. Used to fixate ligaments and tendons back to target joint bone structures without irritation.
Distributors and OEM brands searching for bone screw factories must inspect three primary criteria to ensure safety and supply chain security:
1. Raw Material Verification: High-grade medical implants demand strict mechanical certification. Demand material mill test certificates (MTC) proving compliance with titanium standards like ASTM F136 or ISO 5832-3 to guarantee the chemical composition has zero contaminants.
2. Quality Management System (QMS): Verify that the manufacturing factory operates under a valid ISO 13485 certificate. This guarantees that all processes, from purchase orders to sterilization steps, are fully documented and auditable.
3. Cleanroom Infrastructure: Bone screws are intended to be implanted into human bone. Thus, assembly, cleaning, and final packing must take place inside a cleanroom environment (Class 10,000 / ISO 7) with consistent temperature, humidity, and particle monitoring.
Answering high-intent technical and commercial inquiries from global medical device distributors, implant designers, and hospital procurement departments.
Explore additional solutions including orthopedic anchors, veterinary surgical joints, maxillofacial plates, and titanium pedicle screw systems.


Are you looking for direct manufacturer prices on orthopedic plates, external fixator hardware, or custom titanium bone screws? Contact the engineering team at Chengdu Medev Medical Instruments Co., Ltd. for raw material documentation, structural blueprints, and fast shipping pathways.
Fill out the form below, and our senior biomedical technical managers will reply within 24 hours.